Назначение
Сварка горячим воздухом применяется к изделиям из термопластов, толщина которых в большинстве случаев составляет 1-10мм.
Фактически, сварка горячим воздухом – это две различные технологии:
- Сварка с применением присадочного материала (т.н. прутковая сварка). Основное назначение – сварка пластмассовых конструкций, резервуаров и трубопроводов. Следует учитывать, что эта технология обеспечивает фактор сварки(т.е. отношение прочности зоны шва к прочности исходных изделий) не выше 0,6. В связи с этим напорные трубопроводы газоснабжения и водоснабжения горячим воздухом не сваривают.
- Сварка пленок внахлест, без применения присадочного материала. Применяется для тентовых тканей, геомембран и т.п. Очень надежный, наиболее технологичный и распространенный способ соединения подобных изделий.
2 Сварка с применением присадочного материала
2.1 Присадочный материал
Присадочный материал (сварочный пруток) должен иметь тот же химический состав и тот же показатель текучести расплава, что и материал свариваемых изделий Исключение – PMMA (оргстекло) и PVC-U (винипласт), которые отлично свариваются между собой.
Наиболее часто применяемая форма сварочного прутка – круглая диаметром 3мм или 4мм. В отдельных случаях применяется пруток овальной, треугольной, прямоугольной формы или даже в виде лент. Здесь для упрощения описания речь идет о круглом прутке.
2.2 Принцип сварки и устройство оборудования
Принцип сварки заключается в том, что поверхности свариваемых изделий и сварочного прутка нагреваются горячим воздухом, пруток с усилием прижимается к поверхностям свариваемых изделий для дальнейшего остывания и образования монолитной детали.
Воздух нагревается т.н. аппаратом горячего воздуха (термофеном)и через установленное на аппарате соплопопадает в зону сварки. Горячий воздух не должен содержать пыли, масляных паров или влаги.
В соответствии с DVS 2208-2, аппарат горячего воздуха должен быть оборудован регулятором мощности нагрева, т.е. должен позволять отрегулировать температуру горячего воздуха без изменения потока воздуха.
Для ручной прутковой сварки применяют аппараты сравнительно небольшой мощности – до 1 600 Вт.
Автоматические машины прутковой сварки применяют, как правило, для сварки напольных покрытий большой площади. Поскольку для этих целей часто используется мягкий пруток (для линолеума), в автоматических машинах используется сопло для мягкого прутка с последующим прижимом прутка профилированным роликом (см.п.2.2.3).
2.2.1 Сварка круглым соплом

Самое простое сварочное сопло – круглое (рис.1). Такое сопло состоит, собственно, из изогнутой трубки круглого сечения и применяется для сварки прутком диаметром до 4мм.
Для начала сварки пруток удерживается возле начала сварочной канавки и нагревается одновременно с поверхностями канавки. Далее пруток постепенно вдавливается в канавку в направлении прокладки шва. Сварочный пруток следует удерживать вертикально к шву и прилагать усилие, направленноевдоль прутка. Сварочное сопло при этом следует мягкими колебательными движениями продвигать в направлении шва, равномерно прогревая нижнюю часть изгиба прутка и поверхности свариваемых изделий. При этом прямо перед изгибом прутка формируется волна пластифицированного материала, который при вдавливании прутка частично выдавливается наружу и формирует т.н. грат по обе стороны сварочного прутка.
2.2.2 Сварка соплом быстрой сварки
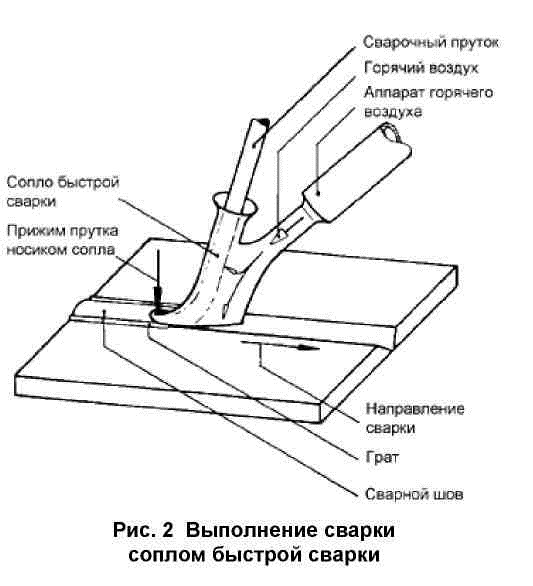
Более удобно выполнять сварку т.н. соплом быстрой сварки (рис.2), которое имеет специальную направляющую сварочного прутка. Пруток подается в эту направляющую, нагревается горячим воздухом в нижней ее части и вдавливается в сварочную канавку носиком сопла, который имеет сечение желобка. Как правило, сварочный пруток сам затягивается в направляющую по мере продвижения сопла в направлении прокладки шва. В некоторых случаях имеет смысл слегка вталкивать пруток в направляющую рукой, чтобы избежать растягивания нагретого прутка под действием трения о стенки направляющей.
Сопло быстрой сварки обеспечивает скорость прокладки шва в 3-4 раза выше, чем при сварке круглым соплом. Кроме того, усилие прижима прутка к свариваемым поверхностям здесь легче контролируется. Поэтому, где это возможно, сварка соплом быстрой сварки предпочтительнее, чем простым круглым соплом. Однако в некоторых труднодоступных местах сопло быстрой сварки может оказаться неприменимым.
Сечение направляющей прутка, а также носика сопла быстрой сварки должны соответствовать сечению сварочного прутка.
2.2.3 Сварка мягким прутком

Если сварка производится мягким прутком (например, PVC-P или PE-LD), то использование сопла быстрой сварки для увеличения скорости и качества сварки создает значительное для мягкого прутка трение, которое ведет к растяжению прутка и деформации шва.
При сварке круглым соплом невозможно создать усилие прижима мягкого прутка к свариваемым поверхностям. Поэтому сварка мягким прутком возможна только с использованием профилированного прижимного ролика.
Для ускорения процесса сварки мягким прутком используется специальное сопло многоточечного нагрева. Для ручной сварки обычно используется тройное сопло (рис.3). Поскольку использование направляющей для мягкого прутка нежелательно, такую сварку лучше производить вдвоем.
2.3 Параметры сварки
Рекомендуемые параметры сварки наиболее популярных термопластов указаны в Табл.1.
Следует учитывать, что указанные в таблице материалы производятся различных марок, с характеристиками в пределах допустимых отклонений. Поэтому указанные параметры сварки – только ориентировочные.
Перед началом сварки следует с помощью термопары замерить температуру воздуха, выходящего из сопла. Замер производится на глубине около 5мм от выхода сопла, на равном удалении от стенок сопла. Диаметр термопары – не более 1мм.
Измерение потока воздуха производится расходометром на входе в аппарат, т.е. до нагрева воздуха.
Точный замер усилия прижима прутка можно произвести только в лабораторных условиях. В реальных условиях оператор на собственной практике получает ощущение необходимого усилия прижима и скорости сварки.
2.4 Основные формы сварных швов
Основные формы швов при сварке горячим воздухом показаны на рис.4-9. При выборе формы шва для конкретного применения следует использовать рекомендации по форме швов при экструзионной сварке.
В случае доступности шва с обеих сторон для деталей толщиной 4мм и более рекомендуется двустороннее соединение, а для деталей толщиной 6мм и более — требуется. Двустороннее соединение позволяет свести искривление сварной детали к минимуму.
Подготовку скосов кромок перед сваркой можно производить любым режущим инструментом, применимым для дерева. Однако для некоторых специфических операций разработан специальный режущий инструмент.
2.5 Подготовка к сварке
Свариваемые поверхности и зоны наплыва грата следует механически очистить (т.е. с помощью скребка) перед сваркой. Механическая очистка сварочного прутка также рекомендуется, а в случае прутка из ПП — необходима. Любые повреждения поверхностей, вызванные действием погоды (солнца) или химических веществ, должны быть механически удалены.
2.6 Формирование шва
Первый проход шва рекомендуется выполнять прутком Ø3мм, за исключением сварки деталей толщиной 2мм.
Последующие проходы можно выполнять прутком большего диаметра (см. табл.2). Перед очередным проходом необходимо очистить поверхность предыдущего прохода подходящим скребком.

2.7 Финишная обработка шва
Обычно никакой финишной обработки сварного шва не требуется.
Если финишная обработка производится, необходимо следить, чтобы толщина исходных изделий не была уменьшена.
Для снятия внутренних напряжений и во избежание растрескивания под действием нагрузок, готовые швы на изделиях из жестких пластиков (PMMA, PVC-C) имеет смысл «отпустить» – равномерно прогреть с последующим медленным остыванием.
3 Сварка пленок в нахлест
3.1 Принцип сварки и устройство оборудования
Два листа пленки укладываются внахлест. Свариваемые поверхности (т.е. нижняя поверхность верхнего листа и верхняя поверхность нижнего листа) нагреваются горячим воздухом до пластифицированного состояния. Горячий воздух поступает в пространство между листами через сопло, установленное на автоматические сварочные машины (горячий воздух), который равномерно перемещается в направлении прокладки шва. Сразу после нагрева листы прижимаются друг к другу прижимным роликом, следующим за аппаратом горячего воздуха. Присадочный материал не используется.
Принципиальное требование к аппарату горячего воздуха – температура нагрева должна регулироваться независимо от потока воздуха. Сопла, применяемые для сварки пленок внахлест – т.н. щелевое сопло или перфорированное щелевое сопло.
Следует сразу разделить оборудование на 2 категории по степени автоматизации.
3.1.1 Ручные аппараты горячего воздух
В общем случае это более мощные аппараты, чем для прутковой сварки. Тем не менее, мощность выше 3 000 Вт здесь не имеет смысла – в ручном режиме оператор не в состоянии эффективно использовать такую мощность. Ручные аппараты предназначены для сравнительно неболь-ших объемов работ, в частности, по ремонту покрытий.
Оператор равномерно перемещает аппарат горячего воздуха (рис.10) по направлению шва и прижимает роликом нагретые листы пленки.

Усилие прижима и скорость сварки контролируются по ширине выдавливаемого грата, которая не должна превышать половину толщины пленки.
Для некоторых материалов (например, PVC-P) рекомендуется перемещать ролик не в направлении сварки, а под углом примерно 45º к направлению сварки.
3.1.2 Автоматические машины
Автоматические сварочные машины горячего воздуха применяются для выполнения больших объемов работ. Они обеспечивают более высокую скорость сварки, а также уменьшают зависимость качества сварки от человеческого фактора.
Для использования в цеховых условиях автоматические машины оборудуют двумя прижимными роликами (рис.11).

Расстояние между роликами должно регулироваться в зависимости от толщины пленки.
Полевые автоматические машины оборудованы одним прижимным роликом. Ответное усилие прижима обеспечивается нижним листом пленки.
Автоматические сварочные машины могут сваривать как одинарный (без контрольного канала), так и двойной (с контрольным каналом) шов. Температура воздуха, прижимное усилие ролика (или роликов), а также скорость сварки настраиваются в автоматических машинах независимо и поддерживаются электронными регуляторами.
3.2 Материалы и параметры сварки
Сварка (в частности, сварка горячим воздухом) применима для пленок на основе термопластов:
PVC-P – пластифицированный ПВХ (пластикат);
PE-HD – полиэтилен высокой плотности (ПНД);
PE-LD – полиэтилен низкой плотности (ПВД);
PE-C – хлорированный полиэтилен (ХПЭ);
ECB – этиленовый сополимер битума; E/VA – этилен-винилацетат.
ВНИМАНИЕ: Не следует пытаться сваривать пленки на основе эластомеров, которые также очень популярны при производстве пленок.
Пленки на основе термопластов серийно производятся шириной 1-12м и толщиной до 5мм. Поверхность пленки может быть гладкой или рифленой. Пленка может быть как гомогенной (т.е. сделанной из одного материала), так и двухслойной или многослойной; пленка может быть армирована, например, тканью; может быть ламинирована, например, нетканым волокном или металлической фольгой.
Параметры сварки для пленок из наиболее популярных материалов для ручного и автоматического режимов сварки указаны в Табл.3. Следует учитывать, что указанные в таблице материалы производятся различных марок, с характеристиками в пределах допустимых отклонений. Поэтому указанные параметры сварки – только ориентировочные.

P.S. За предоставленный материал хотелось бы поблагодарить Александра Жукова (АДР-Технология)




