Те, кто решил произвести замену трубопровода на пластиковый, несомненно, оценят разнообразие видов пластика, однако широкий ассортимент порождает и определенные сложности, так как каждый из видов требует к себе особого отношения при монтаже.
Эта статья расскажет о том, как осуществляется сварка полипропиленовых труб своими руками.
Существует несколько основополагающих принципов, которые необходимо знать, приступая к любой сварке.
Рассмотрим их:
1. Трубы должны иметь одинаковую толщину стенок и равный диаметр, быть совместимыми между собой как химически, так и физически (данную информацию можно уточнить у производителя).
2. Перед началом работ концы труб подлежат обязательной очистке.
3. Стоит минимизировать влияние погодных условий:
- обогревать помещение при слишком низких температурах;
- при отсутствии окон и наличии ветра, создать преграду из любого материала (по типу палатки);
- при обилии солнца защитить свариваемые поверхности от попадания прямых солнечных лучей во избежание перегрева их отдельных участков.
4. Не задействованные в сварке концы труб необходимо закрывать заглушками, так как приток холодного воздуха может понизить температуру свариваемых частей ниже необходимой (кроме случаев, когда осуществляется холодная сварка для труб).
5. И в процессе самой сварки полипропиленовых труб и во время остывания должны быть исключены любые механические воздействия на трубы.
Раструбная сварка
Раструбная сварка имеет еще одно название – «муфтовая», так как соединение труб осуществляется при помощи фитингов, называемых муфтами.
Фитинги, как и трубы, стоит приобретать с запасом на случай неудачной сварки, особенно если вы выполняете ее впервые при замене труб в квартире или доме.
Для данного метода необходимо специальное оборудование для сварки полипропиленовых труб, представляющее собой сварочный аппарат, который еще называют аппарат для растубной сварки или проще - паяльником. Паяльник комплектуется набором насадок, соответствующих по диаметру большинству стандартных труб.
Свариваемыми поверхностями в данном случае является внутренняя часть фитинга и наружная часть трубы из полипропилена.
Обе поверхности нагреваются при помощи сварочной насадки, которая состоит из таких составляющих:
дорна – половины для нагрева фитинга;
гильзы – половины для нагрева конца трубы.
Раструбная сварка осуществляется следующим образом:
1. Сварочный аппарат прогревается до нужной температуры.
2. Фитинг надевается на дорн (данное действие обычно требует небольших усилий) до упора. Одновременно с этим на гильзу до упора надевается конец полипропиленовой трубы. Подобные действия нужно выполнять как можно быстрее.
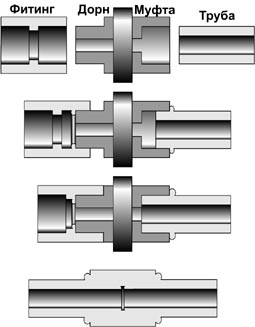
3. Положение фитинга и трубы на всех этапах сварки: перед нагревом, в начале и в конце нагрева, вид готового соединения
4. Наружный диаметр гильзы немного превышает внутренний диаметр трубы, а внутренний диаметр фитинга, соответственно, немного меньше, чем наружный диаметр дорна. во время нагрева лишний наружный слой трубы оплавляется и выдавливается наружу в виде валика, называемого гратом. Уменьшение диаметра позволяет трубе войти в насадку для сварки. Аналогичным образом выдавливается грат и на поверхности фитинга, позволяя ему полностью совместиться с дорном. Детали двигаются до упора в стенку нагревательной насадки. Этот момент чувствуется рукой, при его наступлении крайне важно прекратить дальнейшее давление на детали.
5. Дальше детали необходимо удерживать в таком положении в течение необходимого времени нагрева.

6. По истечению данного промежутка фитинг быстро снимают, затем вынимают из насадки трубу и совмещают две детали вместе до упора. После остывания получается цельная полипропиленовая деталь.
7. Затем в другой конец фитинга вваривают вторую трубу.
Качество полученного соединения напрямую зависит от правильности выполненных действий.
Наиболее часто допускаются следующие ошибки:
- Во время совмещения трубу не вводят в фитинг до конца, за счет чего между нею и внутренним упором образуется промежуток.
- Внешне данное соединение будет выглядеть обычным, однако внутри возникнет участок с большим внутренним диаметром трубы, а также меньшей толщиной стенки.
- Лишние усилия при совмещении деталей тоже вызывают проблемы в надежности соединения. Так, под давлением внутреннего упора фитинга внутри трубы образуется лишний грат, который в дальнейшем будет создавать препятствие току воды или газа.





